
Корпус — неотъемлемая часть любого прибора. Внутри него компактно размещаются и надежно фиксируются элементы оборудования. Корпус определяет внешний вид и эргономичность устройст...
Блог
11 Апр 2022: 10:48 Преимущества гальванизации

Гальванизация — один из этапов технологического процесса изготовления металлического корпуса. На этом этапе металл подвергается электрохимическому воздействию, в результате которого на...
15 Июн 2021: 04:02 Гибочные коэффициенты
Гибочные коэффициенты
Ниже представлена таблица гибочных коэффициентов:
Толщина металла, мм
Внутренний радиус r, мм
... 15 Июн 2021: 03:15 Запрессовочный крепеж

Этот вид крепежа применяется там, где требуется высокая точность и прочность соединения резьбового элемента и тонкостенного металла
Крепеж для запрессовки — это резьбовы...
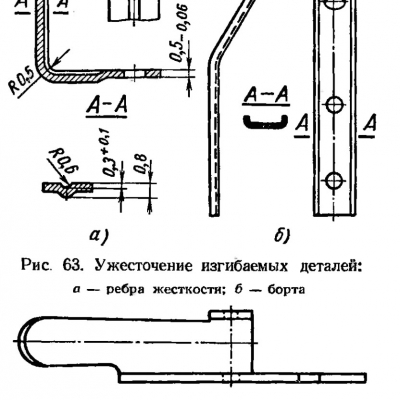
15 Июн 2021: 03:57 Гибка «коробок» с высокими бортами

Гибка «коробок» с высокими бортами
При гибке деталей типа «коробка» или «панель» мы ограничены по высоте бортов высотой пуансона, т.к. уже согнутые две стороны ударятс...
15 Июн 2021: 03:10 Гибка по линии гиба

Гибка по линии гиба
Позволяет выполнить детали конфигурацию которых невозможно запрограммировать в ЧПУ гибочного станка.
Недостаток - высокая трудоемкость, велика вероятность брака....
15 Июн 2021: 03:39 Гибка с использованием перфорации
Гибка с использованием перфорации по линии гиба
Применяется когда гибка с использованием возможностей станка затруднена либо невозможна.
Перфорация может быть выполнена по всему гибу л...
15 Июн 2021: 03:52 Усы для не параллельных гибов
Усы для не параллельных гибов
Для деталей с непараллельными гибами необходимо предусматривать «усы» для базировки от упоров станка, после гибки усы удаляются.
Внешняя линия «усов» долж...
15 Июн 2021: 03:51 Инструмент для Z-гиба
Специальный комплект инструмента, позволяет делать Z-образный гиб для металла до 1 мм, ограничение по длине гиба - 580мм.
При моделировании использовать следующие коэффициенты:
... 15 Июн 2021: 03:09 Обзор пуансонов и матриц

Пуансоны
Рассмотрим имеющиеся у нас пуансоны и матрицы
11.550
Позволяет гнуть заготовки длиной до 1500 ммугломот 179 ° до 85 °
...
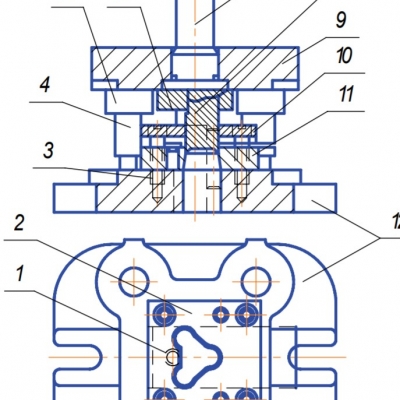
15 Июн 2021: 03:30 Устройство гибочных станков
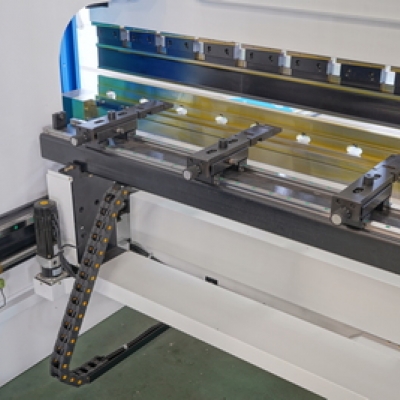
Рассмотрим устройство гибочных станков на примере листогибочного пресса SMD-PBA-40/1300
Станок состоит из станины 1, подвижной 2 и неподвижной балок 3, привода подвижной балки и системы крепле...
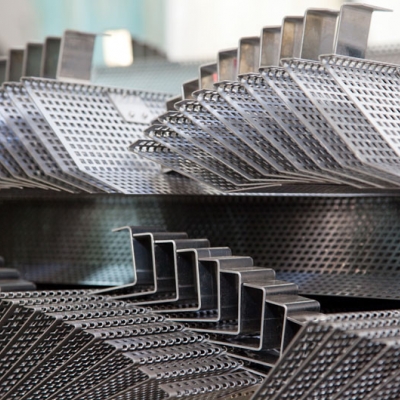
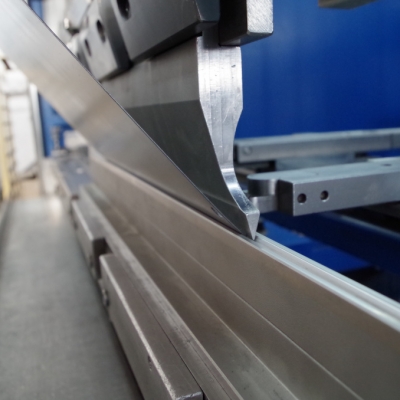
15 Июн 2021: 03:01 Технология гибки листового металла

Гибка листового металла
Гибка листового металла — одна из распространенных операций холодного деформирования. Она отличается малой энергоемкостью, и при правильной разработке техпроцесса позвол...